Biegetabelle / Biegeformel – Basiswissen zur Berechnung von Biegewinkeln
Die präzise Berechnung von Biegewinkel und Biegelänge ist entscheidend für maßhaltige Blechteile. Biegetabellen und Biegeformeln berücksichtigen Material, Blechdicke, Werkzeuggeometrie und Biegeradius. Sie helfen, Abwicklungslängen korrekt zu bestimmen, reduzieren Ausschuss und verbessern die Fertigungsqualität. Moderne CNC-Abkantpressen nutzen diese Berechnungen automatisch, während das Verständnis der Grundlagen weiterhin wichtig bleibt.
In der Blechbearbeitung spielt die präzise Berechnung des Biegewinkels und der Biegelänge eine zentrale Rolle – insbesondere beim Abkanten. Damit Blechteile später exakt passen, müssen verschiedene Einflussfaktoren wie Material, Blechdicke, Werkzeuggeometrie und Biegeradius berücksichtigt werden. Die Biegetabelle und die Biegeformel dienen dabei als praxisnahe Werkzeuge zur Ermittlung der erforderlichen Maße vor dem Biegevorgang.
Warum braucht man eine Biegetabelle oder Biegeformel?
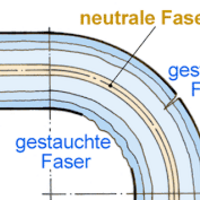
Beim Biegen eines Blechs kommt es zu einer plastischen Verformung – das Material wird außen gestreckt und innen gestaucht. Die sogenannte neutrale Faser verläuft in der Mitte der Materialdicke und bleibt spannungsfrei. Diese Verformung beeinflusst die Abwicklungslänge des Blechs, also das Maß, das vor dem Biegen zugeschnitten werden muss, damit das Endmaß nach dem Biegen korrekt ist.
Wichtige Begriffe im Zusammenhang
- Biegeradius (innen): Radius, der nach dem Biegen an der Innenseite des Werkstücks verbleibt
- Biegewinkel: Der gewünschte Winkel zwischen zwei Flächen nach dem Biegen
- Biegelänge / Biegezugabe: Maß der durch das Biegen entstehenden Streckung
- K-Faktor: Verhältnis zwischen der Materialdicke und der Lage der neutralen Faser
Biegeformel: So wird die Biegelänge berechnet
Die grundlegende Formel zur Berechnung der Biegelänge (also der sogenannten Biegeverkürzung) lautet:
Biegezugabe (BA) = (π / 180) × Winkel × (Innenradius + K-Faktor × Materialdicke)
Beispiel:
- Winkel: 90°
- Innenradius: 1,5 mm
- Materialdicke: 2,0 mm
- K-Faktor: 0,3 (typischer Wert für Stahl)
Ergebnis:
BA = (π / 180) × 90 × (1,5 + 0,3 × 2) ≈ 6,28 mm
Diese Biegezugabe wird zur Gesamtabwicklung hinzugerechnet, um das korrekte Zuschnittmaß zu erhalten.
Biegetabelle: Schnellübersicht für die Praxis
In der täglichen Arbeit verwenden viele Betriebe Biegetabellen, die auf Erfahrungswerten basieren und die Biegezugaben für gängige Materialstärken, Radien und Winkel direkt ausweisen. Diese Tabellen sind besonders hilfreich:
- Bei manueller Programmierung von CNC-Abkantpressen
- In der Arbeitsvorbereitung
- Beim Zuschnitt von Blechteilen
Moderne CNC-Steuerungen greifen intern ebenfalls auf solche Tabellen zurück – sie berechnen automatisch die Abwicklung auf Basis der eingegebenen Materialdaten und Werkzeugparameter.
Einflussfaktoren auf Biegeformel und Biegetabelle
- Werkstoff (z. B. ST-Blech, VA, Alu): Unterschiedliche Fließgrenzen und Rückfederung
- Materialdicke: Je dicker das Material, desto stärker die Biegeverkürzung
- Biegewerkzeug: Ober- und Unterwerkzeug beeinflussen Biegeradius und Auflage
- Biegeverfahren: Freies Biegen, Gesenkbiegen oder Prägebiegen
Fazit
Die präzise Berechnung von Biegewinkeln und Abwicklungslängen ist unerlässlich für maßhaltige Blechbauteile. Biegetabellen und Biegeformeln sind dabei unverzichtbare Werkzeuge – ob in der Konstruktion, Arbeitsvorbereitung oder Maschinenbedienung. Wer sie richtig anwendet, reduziert Ausschuss, spart Material und erzielt konstant hohe Qualität. Moderne CNC-Abkantpressen und 3D-grafische Steuerungen übernehmen viele dieser Berechnungen automatisiert – das Verständnis der Grundlagen bleibt jedoch auch in der digitalen Fertigung ein klarer Vorteil.
Zurück zur Liste